Hi! I’m Devon. Some of you have probably seen me cutting many, many box joints into big plywood sheets in the woodshop, or basking in flux fumes kludging my way through a never ending procession of circuit boards in the electronics section. You may even have found yourself wondering what I was building!
I’ve mentioned to anyone willing to listen that I’m building a synthesizer, but what I’m building might not be exactly what you picture a synthesizer to be.

Not that. Not that at all. In fact, my synthesizer doesn’t even have a keyboard.
If you make it to the end I’ll share another little sound bite.
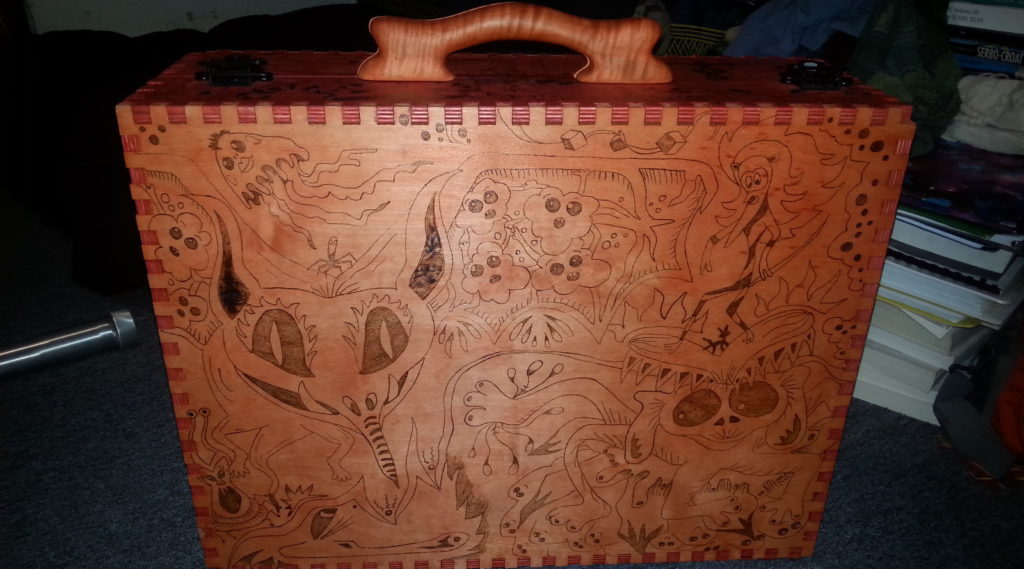
And here’s a picture of it:

That red stuff is construction paper. The other things are modules, because this is a modular synthesizer. Within the realm of synthesis and auditory exploration, there are a particularly geeky few who are really into analog gear. Even more myopic and esoteric than them is us: the modular synth crowd.
It’s pretty arcane stuff, so I’ll spare you the details, but in essence a modular synthesizer is one which, in contrast to a conventional fixed architecture synth, has no fixed architecture. That’s what those colorful patch cables are for: the signal chain on a modular is created (patched) in-the-moment by the user according the ancient and venerable dictum of “outputs to inputs”. This provides a kind of sonic flexibility that is difficult to achieve through the more regular method: pretty much any output can go into pretty much any input. It’s nuts; trust me.
Modular synths have been around a long time. The first synthesizers were modular. This instrument, if you want to call it that, adheres to a particular format called Eurorack, which is the new kid on the block.

The Box
Anyways, all those fancy modules need to go in something. As I live in a tiny apartment, I need to put this thing away when I’m not using it. So I decided to build a case with a lid, which provides the added benefit of the thing being somewhat portable.
There’s a picture of it! It is constructed from 1/2″ Baltic Birch ply. The handle on the top there is made from curly maple, but more on that later.
Building the box was my first step into Synth DIY (SDIY). And, like everything in life, it took a lot longer than I thought it would.

First step was cutting the sheets down to size.You can’t tell from that image there, but by this phase I had already made my first crucial mistake. This mistake would turn out to be a stroke of genius, though (more on that in a minute). The panel saw in the workshop is a thing of beauty — thanks Davey!
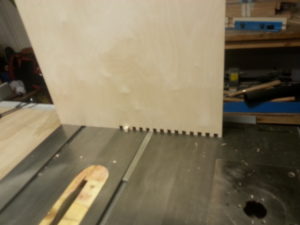
I would like to take a moment to apologize to all the hard-working folk in the coworking space who got to listen to hours and hours of “zhne, zhne, zhne, zhne” as I cut out all those little box joints with the dado blade.
 Eventually I got all the teeth cut in, and mostly aligned. I would have to take a file to them to give them enough clearance for the glue, though, since I didn’t really take that into account during the set up. In the background there you can see my trusty box joint jig. It looks sort of like a castle!
Eventually I got all the teeth cut in, and mostly aligned. I would have to take a file to them to give them enough clearance for the glue, though, since I didn’t really take that into account during the set up. In the background there you can see my trusty box joint jig. It looks sort of like a castle!

Once all the pieces were cut out, the real work could begin. Most of those drawings were done by my lovely partner and companion Katie, who is a better drawer than me. I contributed though! I arted what would become the top panel here in the time it took her to do the rest of the thing. The design was drawn in with pencil, and then I spent an unbelievable amount of time wood-burning them in with a pyrography pen. I could have got a certificate in the time it took me to do this.
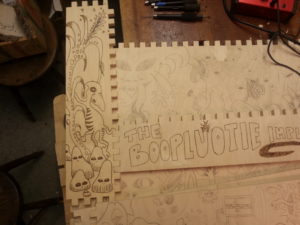 But it was all totally worth it, because it looks pretty sweet. Heres a nice little side-by-side.
But it was all totally worth it, because it looks pretty sweet. Heres a nice little side-by-side.
Once the wood burning was done, and my burned-to-shit thumb was all bandaged up, it was time to apply the dye. I used alcohol-soluble dyes, which due to the higher rate of evaporation do not cause the the grain to raise like water-based dyes. They’re a bit trickier to use for that same reason, though. I think I did a decent job.

Then it was time to glue it up! This stage was pretty scary, what with there being now dozens of hours invested in the project. Thankfully, I barely screwed it up at all.
Once the glue had dried, it was time to kick it up a notch. I had purchased an assortment of hardware from Reliable Hardware, including a really bogus cheap little suitcase handle. What a shame it would have been to have topped off all my hard work with a flimsy stupid little thing. Obviously, I had to make a handle.
My woodcarving teacher Sheri helped a lot at this point. We designed the shape, and then glued two pieces of curly maple together, with a sheet of thick paper in between them. Once that had dried, we did a rough cut on the bandsaw, and then I spent close to 10 hours rasping, riffling, and sanding the thing down to the proper shape and luster (and, of course, splitting it back into its constituent halves). During this time I listened to a really interesting book about the history of the Mp3. Then came a coat of that dye, and a nice shiny layer of beeswax and oil finish. If anyone wants a cheap plastic suitcase handle, let me know.

Remember how I said that I made a big mistake early on that ended up being a blessing? Well, somehow I managed to dimension the whole thing to be two inches too long, and about two inches too tall. Isn’t that hilarious? Now the frame for my rack wasn’t going to fit.
But guess what! That two inches on the side is just enough space to fit in a compartment for a spring reverb tank! Yeah, just like your guitar amp has! Except this reverb tank is mounted vertically. And I managed to find exactly one reverb tank on the whole internet designed for vertical mounting, and that sucker just fits. You can see it on the right hand side of the synth in the picture below.
As for that extra bit of height? I turned that into lemonade too by adding a little mini-row at the very bottom. Currently it’s mostly cardboard, but I will fill it with little handy utility type things.
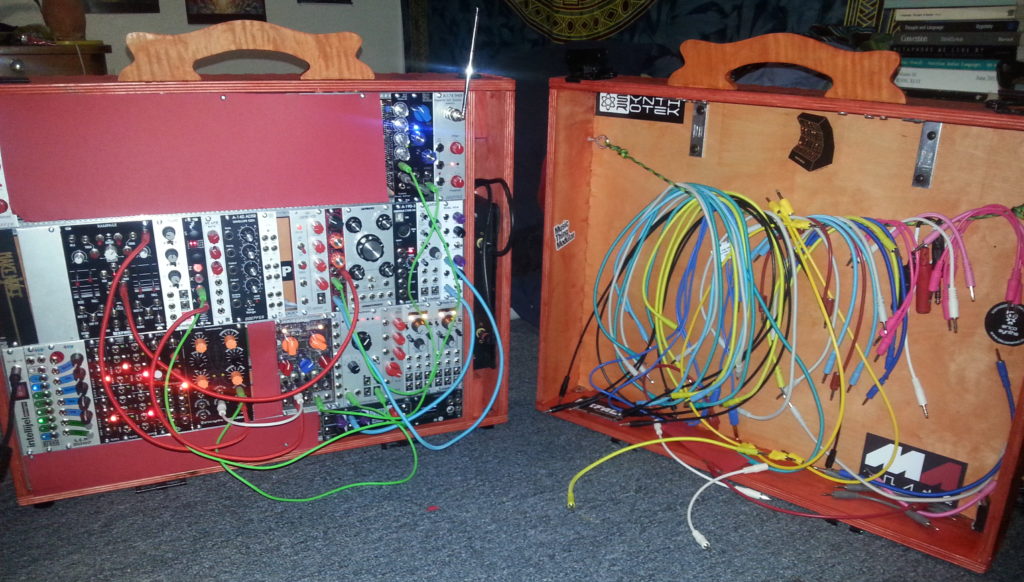
My next step was to throw a little rope across the lid side of the case from which to hang my many colorful cables. The lid was designed so as to be able to fit over the synth while the thing is fully patched. There is a certain sand-painting quality to modular synthesis, in that there are no saved presets in this town. When you pull the plug, the plug pretty much stays pulled.
The Electronics
I’m not an electrical engineer and I am only learning how to read circuits. The first soldering iron I touched was upstairs at AMT. So I’m no expert. I did not build all the modules you see in that case, but I did build half of them. And with the help of resident synth legend Matt (@mhz), I’ve been learning a ton. The plan is to fill the rest of the case with stuff I’ve built myself, which is going well. I wish I had picked up the soldering iron sooner.
One of my favorite parts is picking the knobs! Here’s a picture of my most recently stuffed board, and a picture of it nicely mounted in the case (next to it is the reverb module that interfaces with the afore-mentioned spring tank). It’s a phase shifter! A clone, in fact, of the popular Small Stone guitar pedal from the 70s.

 Behold my impeccable taste for knobs!
Behold my impeccable taste for knobs!
A really cool thing about the SDIY scene is that a lot of designers release their circuits to the community open-source style. Which is an awesome learning resource, and makes everything very hackable.
The Future
Going forward, I’m going to continue assembling modules. Over the past few months I went from buying assembled units, to buying kits, to buying PCBs and panels and sourcing my own components. Soon I will get certified for the incredible Laser Cutter (!), and then I will foray into doing my own acrylic panels, which will give me the opportunity to delve deeper into the DIYness.
I spend more time building the synth than I do playing it. SDIY is as much of a hobby as the music/sound design itself. I have decided not to fight this, and am learning how to read schematics, so that I can hack them, and maybe someday come up with my own designs that I can re-release back into the open-source SDIY ecosystem.
So there it is. Thanks for reading. If you want to geek out in greater depth about the nature of modular synthesis or synthesis in general, I’m pretty approachable, and you can slack me @devogenes.
And here’s that other soundbite I promised!

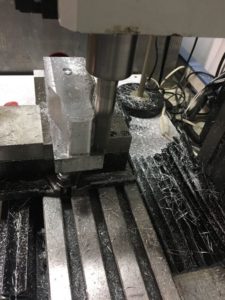
 Remember that 0.1″ of material I left in the setup of the adaptive clearing pass? Well now it’s time to take that off. I look at my options in the 3D milling CAM operations and see that “Contour” is a finishing strategy that is good for steep sided things like my shape, so I give that a try.
Remember that 0.1″ of material I left in the setup of the adaptive clearing pass? Well now it’s time to take that off. I look at my options in the 3D milling CAM operations and see that “Contour” is a finishing strategy that is good for steep sided things like my shape, so I give that a try.

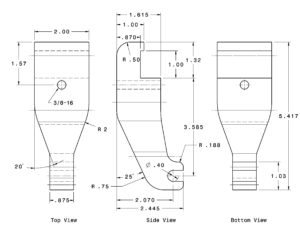 It looks like kind of a complicated part to make, and the material would be expensive, so I decided to try a 3D printed prototype to make sure it will fit. First I created a model in Fusion 360 based on the measurements in the drawing. I haven’t tried this before, but I think you can view the model at
It looks like kind of a complicated part to make, and the material would be expensive, so I decided to try a 3D printed prototype to make sure it will fit. First I created a model in Fusion 360 based on the measurements in the drawing. I haven’t tried this before, but I think you can view the model at  I then took this plastic version of the bracket up to the lathe to try it on for size. Good thing I did because it didn’t fit. The arm of the bracket was too long for my lathe and I would have wasted a big chunk of aluminum of I had just dived right in. Perhaps Monarch made multiple versions of the lathe over the years and the plan I found was for a different one? Anyway, I corrected the model, printed out another version and this time it fit perfectly. It’s time to commit to metal!
I then took this plastic version of the bracket up to the lathe to try it on for size. Good thing I did because it didn’t fit. The arm of the bracket was too long for my lathe and I would have wasted a big chunk of aluminum of I had just dived right in. Perhaps Monarch made multiple versions of the lathe over the years and the plan I found was for a different one? Anyway, I corrected the model, printed out another version and this time it fit perfectly. It’s time to commit to metal!










 most recent purge of extraneous stuff. I borrowed a magnet from the fridge and hung it from a piece of string… which actually seemed to work better than the old stud finder. Two 3″ #8 screws hold my
most recent purge of extraneous stuff. I borrowed a magnet from the fridge and hung it from a piece of string… which actually seemed to work better than the old stud finder. Two 3″ #8 screws hold my


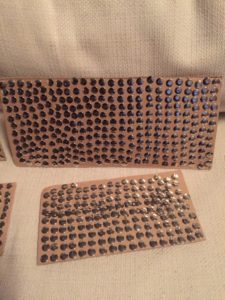
 That works… sorta and for a short time. Need to come up with a better solution for putting a non-stick backing on these guys. Overall I’m pleased that we still have most of them around AMT, I thought they would be gone in a few weeks but here we are months later and you can always find a coaster upstairs when you need one.
That works… sorta and for a short time. Need to come up with a better solution for putting a non-stick backing on these guys. Overall I’m pleased that we still have most of them around AMT, I thought they would be gone in a few weeks but here we are months later and you can always find a coaster upstairs when you need one.





{kind=link}